Laser cutting sometimes induces artifacts on the bottom of your material due to reflection of the laser off the bed surface and back into the workpiece. This phenomenon is known colloquially as “flashback”.
While flashback isn’t a big deal during prototyping, it can be noticeable on production parts, or any part that needs to look more polished. It’s especially visible when laser cutting thicker clear acrylic.
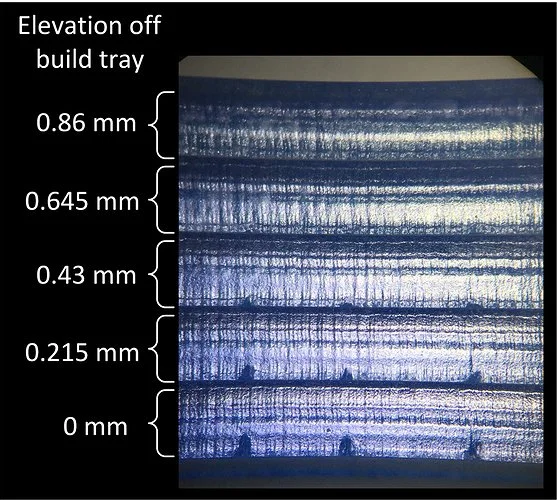
However, there are simple ways to solve this. As seen below, flashback can be reduced or eliminated by elevating your workpiece above the work table.
Read More